
Mikro hücresel plastik: Revizyonlar arasındaki fark
"Microcellular plastic" sayfasının çevrilmesiyle oluşturuldu. Etiketler: İçerik Çevirmeni [[MediaWiki:Cx2-descriptionpagelink|İçerik Çevirmeni 2]] |
(Fark yok)
|
Sayfanın 13.06, 7 Eylül 2020 tarihindeki hâli
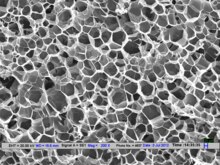
Mikrohücresel köpük olarak da bilinen mikro hücreli plastikler 50 mikrondan küçük (genellikler 0.1 ila 100 mikron) milyarlarca küçük baloncuk içeren özel üretilmiş bir plastik şeklidir. Bu plastik türü gaz kabarcıklarının homojen bir şekilde düzenlenmesine neden olmak için "termodinamik kararsızlık fenomenine" dayanarak gazın yüksek basınç altında çeşitli polimerlere çözülmesiyle oluşturulur aksi takdirde çekirdeklenme olarak bilinir.[1] Asıl amacı mekanik özellikleri korurken malzeme kullanımını azaltmaktı. Bu köpüklerdeki ana varyans odası onları oluşturmak için kullanılan gazdır; bitmiş ürünün yoğunluğu kullanılan gaza göre belirlenir. Kullanılan gaza bağlı olarak köpüğün yoğunluğu önceden işlenmiş plastiğin yoğunluğu % 5 ila % 99 arasında olabilir.[2] Köpüğün son şekline ve daha sonra kalıplama işlemine daha fazla odaklanan tasarım parametreleri kullanılacak kalıp veya kalıp tipinin yanı sıra bu malzemeyi köpük olarak sınıflandıran kabarcıkların veya hücrelerin boyutlarını içerir. Hücrelerin boyutu ışığın dalga boyuna yakın olduğundan sıradan bir gözlemciye göre bu köpük, katı, açık renkli bir plastik görünümünü korur.
Washington Üniversitesi'ndeki son gelişmelerde nanohücreli köpükler üretildi. Bu köpükler 20-100 nanometre aralığındaki hücre boyutları ile karakterize edilir. Ayrıca Delhi Hindistan Teknoloji Enstitüsü'nde, yüksek kaliteli mikro hücreli köpükler üretmek için yeni teknolojiler geliştiriliyor.[3][4]
Tarih
1974'ten önce 1974'te Erimiş Plastik ve Gazın Karıştırılması adlı ABD patentinde özetlenen yöntem kullanılarak geleneksel köpükler oluşturuldu.[5] Kimyasal veya fiziksel şişirme ajanı olarak bilinen bir gazı erimiş plastik üzerine bırakarak sert plastik geleneksel köpüğe dönüştürüldü. Bu yöntemlerin sonuçları oldukça istenmeyen bir sonuçtu. Prosesin kontrolsüz yapısı nedeniyle ürün genellikle tek tip değildi ve birçok büyük boşluğu barındırıyordu. Sonuç olarak hücresel yapıda büyük hücreler bulunan düşük mukavemetli ve az yoğun köpük elde edildi. Bu yöntemin güçlükleri daha avantajlı mekanik özelliklere sahip benzer bir malzemeyi üretebilecek bir işleme olan ihtiyacı doğurdu.
Bugün bildiğimiz gibi mikro hücresel köpüklerin yaratılması geleneksel köpüklerin üretiminden esinlenildi. 1979'da Profesör Nam P Suh yönetimindeki MIT yüksek lisans öğrencileri J.E. Martini ve F.A. Waldman mikro hücreli plastiklerin veya mikro hücreli köpüklerin icadı ile akredite oldu.[6] Basınçlı ekstrüzyon ve enjeksiyonla kalıplama yaparak deneyleri önemli ölçüde daha az malzeme kullanan bir yönteme ve 8 mikrondan daha küçük olan % 5-30 daha az boşluklu bir ürüne yol açtı. Mekanik özellikler açısından malzemenin kırılma tokluğu % 400 ve çatlak ilerlemesine karşı direnç ise % 200 arttı. İlk olarak, plastik yüksek basınçta gaza eşit şekilde doyurulur. Daha sonra sıcaklık artırılarak plastikte termal kararsızlığa neden olur. Kararlı bir duruma ulaşmak için hücre çekirdeklenmesi gerçekleşir. Bu adım sırasında oluşturulan hücreler geleneksel köpüklerden çok daha küçük olur. Bundan sonra hücre büyümesi veya matris gevşemesi başlar. Bu yöntemin yeniliği sıcaklık ve basınç girdilerini değiştirerek ürünün mekanik özelliklerini kontrol edebilme özelliğiydi. Örneğin basıncı değiştirerek çok ince bir dış katman oluşturulabilir ve bu da ürünü daha da güçlü hale getirir. Deneysel sonuçlar CO2'nin en yoğun köpükleri üreten gaz olduğunu buldu. Argon ve Azot gibi diğer gazlar biraz daha az istenen mekanik özellikleri olan köpükler üretti.
Üretim

İstenilen köpüğü yapmak için gaz seçerken işlevsel gereksinimler ve tasarım parametreleri dikkate alınır. İşlevsel gereksinimler bu malzeme türünü icat ederken kullanılan kriterlerle aynıdır; Orijinal plastiğin yapabildiği aynı üç boyutlu ürünleri yapabilen mekanik özelliklerden (özellikle tokluktan) ödün vermeden daha az plastik kullanmak.
Mikro hücreli plastiklerin üretimi sıcaklık ve basınca bağlıdır. Gazın yüksek sıcaklık ve basınç altında çözülmesi basınç düştüğünde çekirdeklenme bölgelerini harekete geçiren ve çözünmüş gaz miktarı ile üssel olarak artan itici bir güç yaratır.[1]
Homojen çekirdeklenme hücresel matristeki baloncukları üretmek için birincil mekanizmadır. Çözünmüş gaz molekülleri ilk önce çekirdeklenmiş olan aktivasyon bölgelerine yayılma tercihine sahiptir. Bu bölgeler neredeyse aynı anda aktif hale getirildiği ve çözünmüş gaz moleküllerinin plastik boyunca eşit ve tekdüze paylaşılmasına zorladığı için bu önlenir.
Plastiği yüksek basınçlı ortamdan çıkarmak termodinamik bir kararsızlık yaratır. Polimerin etkili cam geçiş sıcaklığının (polimer/gaz karışımının) üzerinde ısıtılması daha sonra plastiğin köpürmesine neden olarak küçük kabarcıklardan oluşan çok muntazam bir yapı oluşturur.
Mekanik özellikler
Mikro hücreli plastiklerin yoğunluğu davranış ve performans üzerinde en büyük etkiye sahiptir.[7] Parçada daha fazla gaz çözüldükçe malzemenin çekme dayanımı malzeme yoğunluğu ile doğrusal olarak azalır. Erime sıcaklığı ve viskozitesi de azalır.
Köpük enjeksiyon işleminin kendisi parçanın dış kuvvetlere nasıl tepki vereceğini de etkileyen girdap izleri, çizgi oluşumu ve kabarma gibi yüzey kusurlarını ortaya çıkarır.
Avantajlar ve dezavantajlar
Bu köpük oluşturma işleminin tehlikeli olmayan doğası nedeniyle bu plastikler geri dönüştürülebilir ve üretim döngüsüne geri konulabilir böylece karbon ayak izleri ve ham madde maliyetleri azaltılır.
Bu malzemenin gözenekli doğası ile toplam yoğunluk, herhangi bir katı plastikten çok daha azdır ve parçanın birim hacmi başına ağırlığını önemli ölçüde azaltır. Bu aynı zamanda küçük gaz dolu ceplerin eklenmesiyle daha az ham plastik tüketimine neden olur ve % 35'e kadar maliyet düşürmeye izin verir.[1]
Bu köpüklerin mekanik özelliklerini gözlemlerken, neredeyse doğrusal bir şekilde gerilme mukavemetindeki kayıp yoğunluktaki azalma ile ilişkilendirilir.[2]
Endüstriyel uygulamalar
70'lerin sonlarında MIT araştırmalarının attığı adımlardan bu yana, mikro hücreli plastikler ve bunların üretim yöntemleri daha standart hale geldi ve geliştirildi. Trexel Inc.[8] MuCell ® Kalıplama Teknolojisi kullanımıyla mikro hücreli plastikler için endüstri standardı olarak anılır. Trexel ve diğer mikro hücreli plastik üreticileri, otomotiv, tıp, paketleme, tüketici ve endüstriyel gibi uygulamalara yönelik ürünler oluşturmak için hem enjeksiyonla kalıplama hem de üfleme kalıp yöntemlerini kullanır.
Enjeksiyon ve şişirme kalıplama üretilmesi gereken ürün tipine göre farklıdır. Enjeksiyon kalıplama dökümde olduğu gibi daha sonra erimiş plastikle doldurulacak katı bir nesne için bir kalıp oluşturarak merkezlenir.[9] Öte yandan şişirme kalıplama içi boş nesneler için daha gelişmiştir ama bu boyut tanımlanmamış bir özellik olduğu için duvar kalınlığı açısından daha az doğrudur (tüm boyutların önceden belirlenmiş olduğu bir enjeksiyon kalıbının aksine).[10] MuCell® ve mikro hücreli plastiklerle ilgili olarak bu işlemler kalıplama işlemi başlamadan önce ek gaz çözme ve hücre çekirdeklenmesi aşamaları nedeniyle geleneksel plastiklerden farklıdır. Bu işlem kalıp içindeki kusurlara izin veren "paketleme ve bekletme aşamasını" ortadan kaldırarak daha büyük boyutsal doğruluk ve sağlam yapıya sahip bitmiş bir ürün oluşturdu.[11] Kalıplama işleminin tüm bir adımını kaldırarak zamandan tasarruf edilir ve MuCell® standart reçinelere kıyasla aynı anda daha fazla parça üretilebildiği için daha ekonomik bir seçenek haline gelir. Birkaç uygulama örneği arasında otomobil gösterge panelleri, kalp pompaları, saklama kutuları ve birden fazla elektrikli alet üzerindeki muhafaza yer alır.
Kaynakça
- ^ a b c Suh (2003-10-01). "Impact of microcellular plastics on industrial practice and academic research". Macromolecular Symposia (İngilizce). 201 (1): 187–202. doi:10.1002/masy.200351122. ISSN 1521-3900.
- ^ a b "Microcellular Plastics Lab - University of Washington". faculty.washington.edu. Erişim tarihi: 2016-02-17.
- ^ Abhishek (March 2013). "Ultrasound assisted cyclic solid-state foaming for fabricating ultra-low density porous acrylonitrile–butadiene–styrene foams". Materials Letters. 94 (94): 76–78. doi:10.1016/j.matlet.2012.12.024.
- ^ Gandhi (2014). "Ultrasound-Induced Nucleation in Microcellular Polymers". Journal of Applied Polymer Science. 131 (18): n/a. doi:10.1002/app.40742.
- ^ Greenberg (Mar 12, 1974), Mixing of molten plastic and gas, erişim tarihi: 2016-02-07
- ^ Martini-Vvedensky (Sep 25, 1984), Microcellular closed cell foams and their method of manufacture, erişim tarihi: 2016-02-07
- ^ Avalle (March 2014). "Mechanical properties and impact behavior of a microcellular structural foam". Latin American Journal of Solids and Structures. 11 (2): 200–222. doi:10.1590/S1679-78252014000200004.
- ^ "Home".
- ^ "Injection Molding Process, Defects, Plastic". www.custompartnet.com. Erişim tarihi: 2016-02-17.
- ^ "Blow Molding". www.custompartnet.com. Erişim tarihi: 2016-02-17.
- ^ "The Process". www.trexel.com. Erişim tarihi: 2016-02-17.
Ayrıca bakınız
- akrilonitril
- butadien
- stiren
Dış bağlantılar
- "Microcellular Plastics Lab - University of Washington". faculty.washington.edu. Erişim tarihi: 2016-03-22.